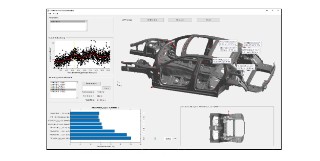
Bei der »Coupled Process Analysis« (CPA) handelt es sich um einen fertig entwickelten Softwarekern, der über eine breite Schnittstellenbasis verfügt und innerhalb kürzester Zeit in nahezu jede Planungs- bzw. Produktionsumgebung integriert werden kann. Bereits nach wenigen Fertigungsdurchläufen erkennt sie qualitätsrelevante Prozessparameter und leitet entsprechende Kompensationsvorschläge in angepassten Regelschleifen ab.
mehr Info