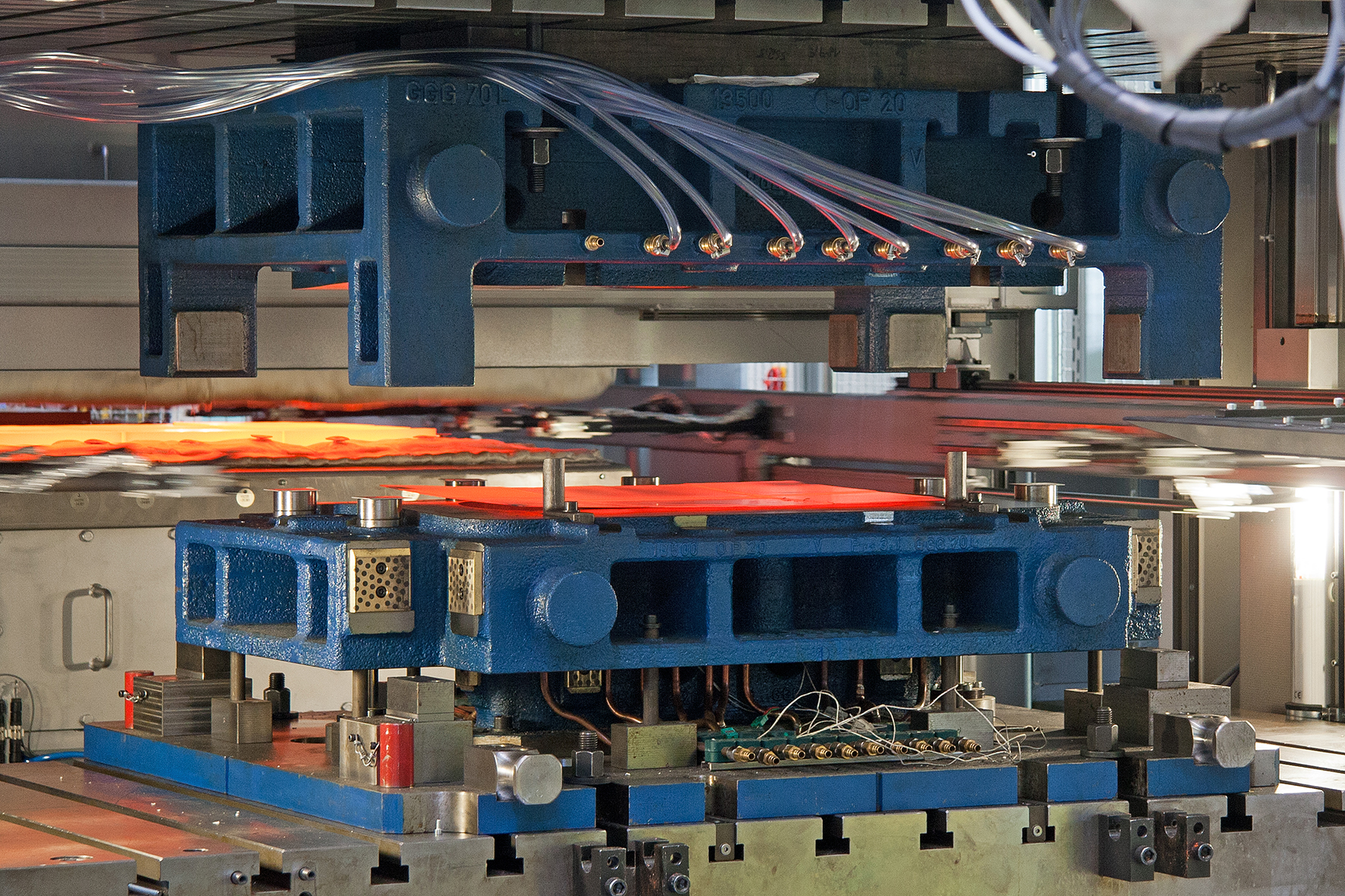
Im Rahmen der ICAFT 2015 und SFU 2015 können die Teilnehmer einen Blick in die Versuchshallen des Fraunhofer IWU werfen. Auf über 7000 m² werden aktuelle Forschungsprojekte, neue Technologien und Anlagentechnik vorgestellt.
© Fraunhofer IWU
© Fraunhofer IWU