
Im Rahmen des Projekts wird eine Fertigungstechnik zur Herstellung von Profilwalzwerkzeugen entwickelt, die für Walzprägeprozesse wie die kontinuierliche und hochratenfähige Produktion von Bipolarplatten eingesetzt werden sollen.
mehr Info
Im Rahmen des Projekts wird eine Fertigungstechnik zur Herstellung von Profilwalzwerkzeugen entwickelt, die für Walzprägeprozesse wie die kontinuierliche und hochratenfähige Produktion von Bipolarplatten eingesetzt werden sollen.
mehr Info
Die Qualität eines durch Wälzschleifen bearbeiteten Bauteils hängt entscheidend vom Zustand der Schleifschnecke ab. Derzeit ist eine zuverlässige Bewertung des Schleifschneckenzustands während des Prozesses kaum möglich. Daher werden hohe Sicherheitsfaktoren bei der Prozessauslegung berücksichtigt, wodurch wertvolle Potenziale zur Produktivitätssteigerung ungenutzt bleiben. Unser neu entwickeltes Messsystem ermöglicht eine Minimierung von Störgrößen und damit eine präzisere Analyse des Schleifprozesses.
mehr Info
Setzt man ferromagnetische Bauteile einem Magnetfeld aus und steigert dessen Stärke, erhöht sich die Magnetisierung des Bauteils nicht kontinuierlich, sondern in kleinen Sprüngen. Diesen Effekt wies der Dresdner Physiker Heinrich Barkhausen 1917 akustisch erstmals durch ein heute nach ihm benanntes Rauschen nach. Damit lassen sich thermische Randzonenschädigungen an magnetisierbaren Bauteilen feststellen. Bisher erfolgte das immer nach dem Prozess, weshalb auf die Entstehung kein Einfluss genommen werden konnte. Wir haben ein Verfahren entwickelt, mit dem diese Messung auch im Schleifprozess erfolgen kann.
mehr InfoDa Werkstücke vor dem Schleifen eine lange Wertschöpfungskette durchlaufen haben, führen Fehler während des Schleifens zu hohen wirtschaftlichen Verlusten. Hauptursache ist die sich ändernde Geometrie des Schleifwerkzeugs. Im Projekt wurde deshalb ein universell adaptierbares System zur Erfassung und Übertragung von verifizierten Signalen zur Werkzeugzustandsbewertung entwickelt, um die Produktivität zu steigern und Werkzeugkosten zu senken.
mehr Info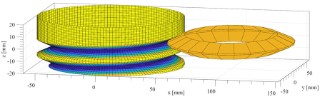
Ein am Fraunhofer IWU entwickeltes mathematisches Modell ermöglicht sowohl die Beschreibung des Abricht- als auch des Wälzschleifprozesses in Form von Durchdringungsrechnungen. Bei der Abrichtsimulation wird die Schleifkörpergeometrie unter Einbezug von Fehlereinflüssen berechnet. Als Ergebnis kann die abgerichtete Schnecke bzw. das wälzgeschliffene Zahnrad geometrisch ausgewertet werden. Dabei kann bspw. die gewählte Shiftstrategie untersucht und optimiert werden.
mehr Info