500 millimeters in diameter: largest gear ever produced using forming technology
More robust gears for reliable transmissions in wind turbines – with "GEARFORM"
Eliminating damages in offshore wind turbines is very expensive. When turbines are idle due to defective transmissions, repairs often require special cranes – high waves, strong winds, and poor visibility can hinder the deployment teams and further extend downtime. In the GEARFORM project, Fraunhofer IWU and its industry partners developed a hot rolling process to manufacture durable, large-module gears. In contrast to hobbing, hot rolling also boasts an outstanding material utilization rate and significantly shorter production times.


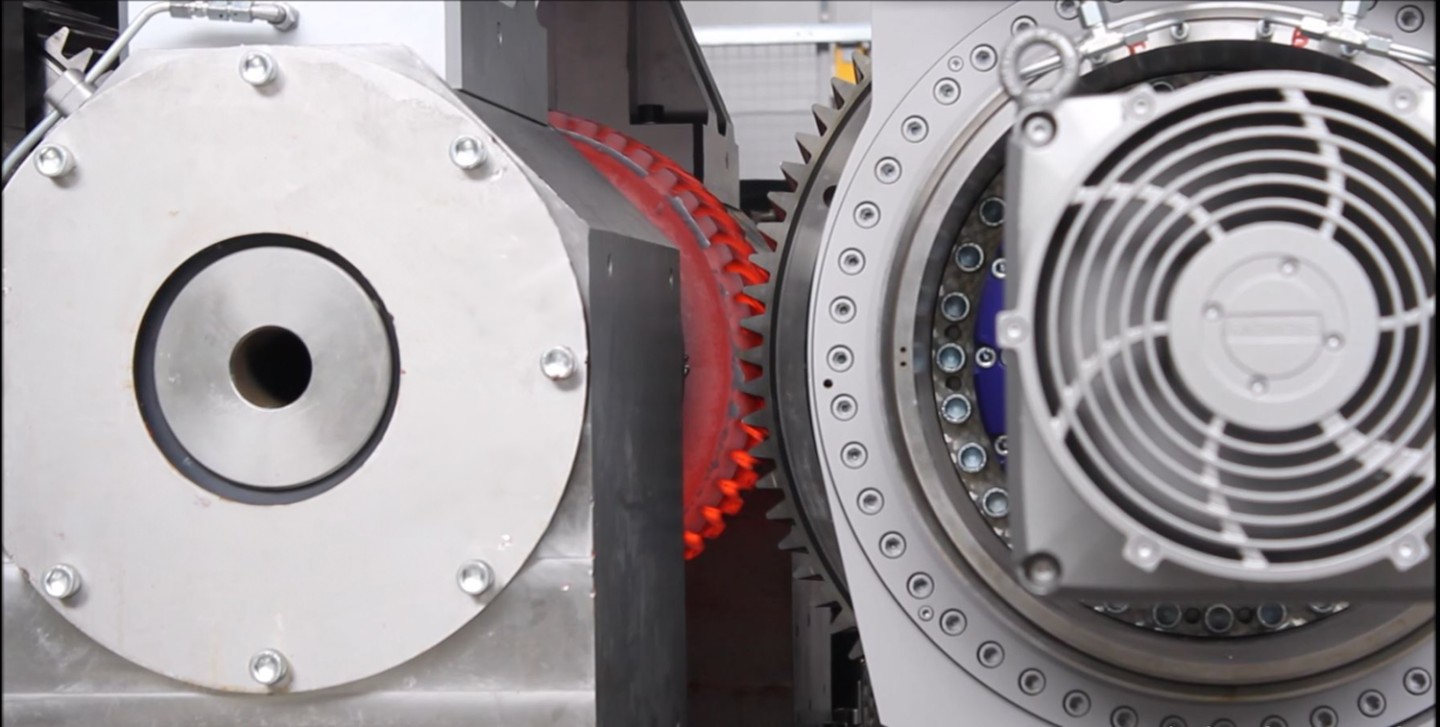
With a diameter of 500 millimeters and a module (tooth size) of 9.5 millimeters, the gear produced for the GEARFORM project is the largest gear ever made using forming technology. The project partners specially manufactured a hot rolling facility that heats the rolling blank to 1200 degrees and incorporates the teeth into the component under rotational movement. This forming process produces no chips; the volume remains constant during processing (volume consistency), saving up to 20 percent of the material. Even more impressive is the timesaving. The rolling process takes six and a half minutes, while hobbing would take about 60 minutes.
Outstanding product properties
Hot rolling has a particularly positive effect on the durability of a gear. During forming, the fiber orientation of the material is not separated but merely adapted to the geometric outer contour, which increases both the root strength (lower part of the toothing) and the load-bearing capacity of the tooth flank (contact area with other gears). Additionally, forming-induced hardening effects like the influence on dislocation density and grain refinement come into play: the plastic deformation resulting from the hot rolling process causes a significantly higher dislocation density in the metal's crystal lattice, which increases its strength and hardness. Simultaneously, grain refinement leads to enhanced toughness of the material. Subsequent heat treatment also serves to harden the gear; through machining (grinding), the surfaces of the gear finally receive their final contour.
The project "GEARFORM: Energy and resource-efficient forming of large-module gears" was funded by the Federal Ministry for Economic Affairs and Climate Action. Project partners, besides Fraunhofer IWU (coordination), include EMA-TEC GmbH, Härterei Reese Chemnitz GmbH & Co.KG, Dreiling Maschinenbau GmbH, and Flender GmbH.