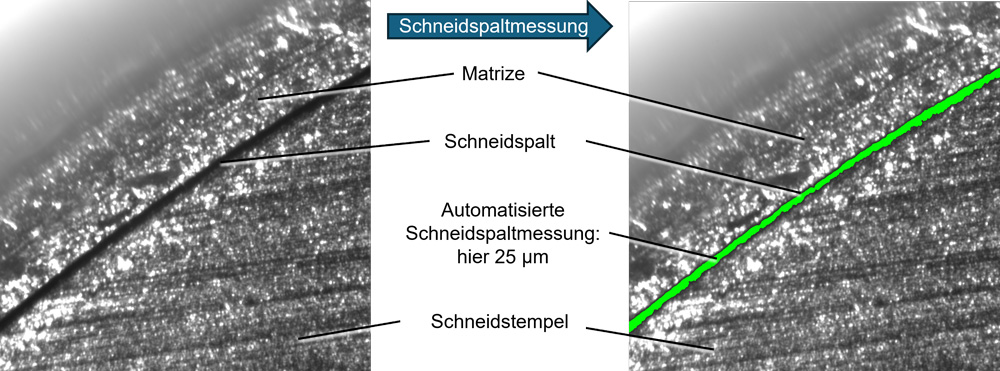
Automatisierte Scheidspaltmessung
Bipolar-Halbplatten (BP-HP) sind ein zentraler Bestandteil von Brennstoffzellenstacks. Für ihre Herstellung sind typischerweise mehrere Beschnittoperationen erforderlich. Hierzu gehören das Abschneiden zum Abtrennen der Randbereiche und das Ausschneiden zur Einbringung von Löchern und sonstigen Formelementen.
Ein aktueller Trend in der BP-HP-Fertigung zielt auf den Einsatz sehr geringer Blechdicken ab. Während die Blechdicken üblicherweise bei zirka 100 µm liegen, wird nun der Einsatz von deutlich dünneren BP-HPs mit Blechdicken von bis zu 50 µm angestrebt. Dies ermöglicht, bezogen auf das Volumen der Brennstoffzellen, eine Erhöhung der Leistung, da mehr BP-HPs auf dem gleichen Bauraum eingesetzt werden können.
Aufgrund der prozentualen Abhängigkeit von Blechdicke und Schneidspalt stellt das Scherschneiden in diesem Dickenbereich hohe Anforderungen an die Werkzeugtechnik. Die Schneidspalte sind zum Teil kleiner als 10 µm, was eine sehr hohe Formgenauigkeit sowie eine sehr hohe Positionsgenauigkeit der Werkzeugaktivteile zueinander erfordert. Zu hohe Schneidspalte, die lokal bereits durch Positionierungenauigkeiten zwischen Werkzeugober- und Werkzeugunterteil auftreten können, führen zu einer verstärkten Gratbildung. Grat an BP-HP kann zum einen zur Beschädigung sensibler Brennstoffzellenkomponenten wie Dichtungen oder der Membran-Elektroden-Anordnung und zum anderen zu elektrischen Kurzschlüssen führen. Daher ist eine sehr gute Schnittflächenqualität zwingend erforderlich, die nur durch einen korrekten Schneidspalt gewährleistet werden kann. Die konkreten Auswirkungen von Abweichungen im Schneidspalt auf die erreichbare Schnittflächenqualität sind in diesem Blechdickenbereich nicht hinreichend bekannt. Diese Kenntnis ist jedoch erforderlich, um einen Toleranzbereich festlegen zu können, in dem ein Beschnitt qualitätsgerechter Bauteile möglich ist.
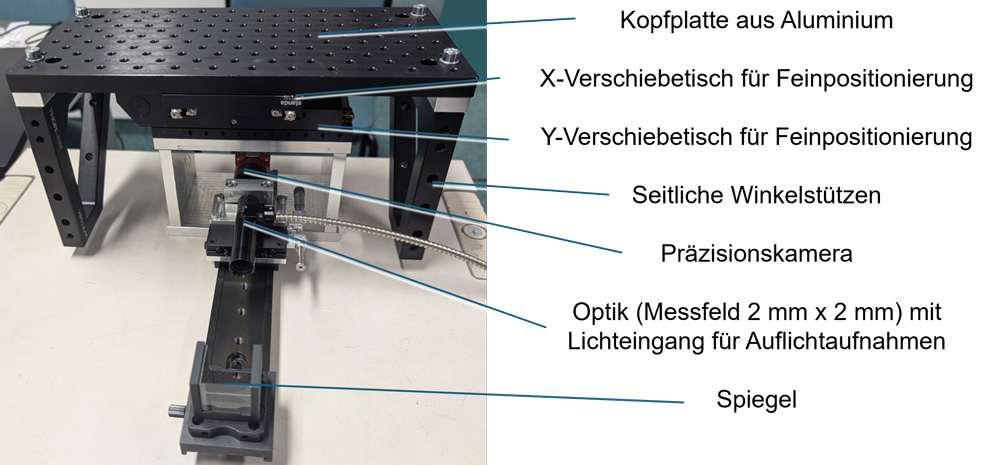
Im Rahmen des Projekts wird der Einfluss des Schneidspaltes auf die Schnittflächenqualität für 50 µm Edelstahlbleche untersucht. Hierzu wird der reale Schneidspalt gezielt variiert und mit einem innovativen optischen Messsystem ermittelt. Im Rahmen von Grundlagenuntersuchungen wird ein idealer Schneidspalt ermittelt, der im Anschluss in einem seriennahen Werkzeug unter industriellen Bedingungen erprobt wird.
Laufzeit
Januar 2024 bis Dezember 2025
Koordination
Fraunhofer IWU
Fördermittelgeber
SAB
Projektpartner