Hydrogeformte Modell-Motorhaube aus Magnesiumknetlegierung
Problemstellung
Auch bei der Wirkmedienbasierten Umformung von Blechen, kann es je nach eingesetztem Werkstoff sinnvoll und notwendig sein, die Umformung bei erhöhten Temperaturen durchzuführen. Das Hauptziel der temperaturunterstützten Umformung besteht dabei in der Verbesserung des Umformvermögens bzw. in der Erweiterung der Umformgrenzen schwer umformbarer Werkstoffe, wie z. B. Magnesium-, Aluminium- oder Titanlegierungen. Dadurch können die Prozesssicherheit erhöht, die erforderlichen Prozess- und Umformkräfte gesenkt sowie die Form- und Maßgenauigkeit der Bauteile verbessert werden. Erste Arbeiten am Fraunhofer IWU erfolgten hierzu bereits 2002.
Lösung
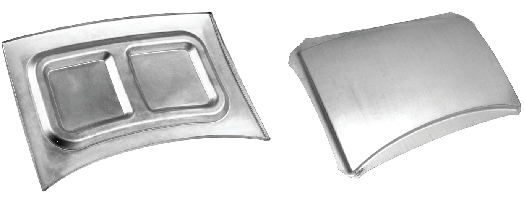
Das realisierte Referenzobjekt, eine zweiteilige Modell-Motorhaube aus der Magnesiumlegierung AZ31B (3.5312), wurde bei einer Prozesstemperatur von 230 °C und einem Innendruck von pi = 60 MPa hergestellt. Dabei konnten Innen- und Außenteil in einem Arbeitsgang gemeinsam umgeformt werden. Als Wirkmedium kam zunächst ein spezielles temperaturbeständiges Öl zum Einsatz, welches gleichzeitig genutzt wurde, um das Blech auf Umformtemperatur zu erwärmen. Im Zuge der Weiterentwicklung der temperierten Innenhochdruck-Umformung wurde auf ein gasförmiges Wirkmedium umgestellt. Damit lassen sich je nach umzuformendem Werkstoff auch Umformtemperaturen von über 1100 °C realisieren. Die Temperierung der Bauteile erfolgt dann nicht mehr durch das Wirkmedium selbst, sondern prozessvorgelagert und durch temperierte Werkzeuge.
Einblick in das Projekt