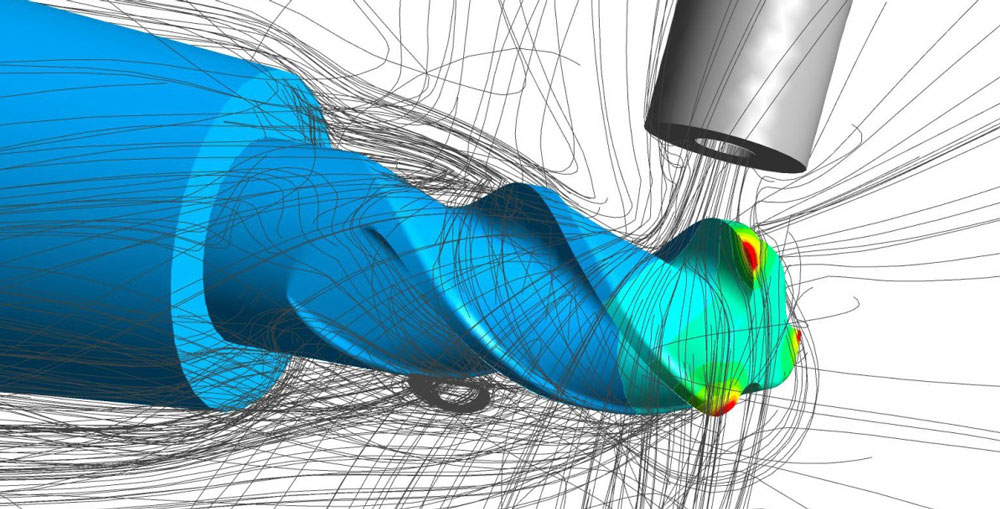
Temperaturfeld und Strömungslinien am rotierenden Werkzeug
Erhitzen sich Bohr-, Dreh- oder Fräswerkzeuge während des Fertigungsprozesses, kann dies Ursache für erhebliche Bearbeitungsungenauigkeiten sein. Üblicherweise wirkt man diesem Problem mit einer Vollstrahlschmierung entgegen, indem Werkzeug und Werkstück mit gekühltem Schmiermittel regelrecht überflutet werden. Das bringt jedoch verschiedene Nachteile mit sich. So erfordert die Kühlung der Schmierstoffe viel Energie, und Werkstücke sowie Maschinen müssen nach der Bearbeitung gereinigt werden. Vor dem Hintergrund einer energieeffizienten Produktion zeigt sich daher ein Trend zur Trockenbearbeitung bzw. Schmierung mit Minimalmengen. Die wärmebedingte Verformung des Werkzeugs ist dadurch ausgeprägter.
Ihr lässt sich entgegenwirken, indem man den Tool Center Point mithilfe der Maschinensteuerung im Mikrometerbereich gezielt versetzt. Dazu müssen sowohl die Strukturverformung des Werkzeugs als auch die prozessnahen Strömungsvorgänge vorab bekannt sein. Im Großprojekt SFB / Transregio 96 »Thermo-Energetische Gestaltung von Werkzeugmaschinen« haben wir diese per CFD- und FE-Simulation ermittelt, um die gewonnenen Daten in der Werkzeugmaschinensteuerung zu hinterlegen. Die Genauigkeit des Ansatzes konnte mit einem Fehler kleiner gleich 10 Prozent nachgewiesen werden, so dass die Relevanz speziell im Fall der Präzisionsbearbeitung sinnvoll und notwendig ist.