Ultraschallüberlagerte Zerspanung
Bei der Bohr- und Drehbearbeitung lang spanender Werkstoffe treten häufig Probleme hinsichtlich Spanbruch und -abfuhr auf. Diese können zu Beschädigungen an Werkstück und Werkzeug führen. Niedrige Werkzeugstandzeiten, geringe Prozesssicherheit und Produktivität sind die Folgen. Auch der steigende Einsatz faserverstärkter Verbundmaterialen führt zu neuen Herausforderungen bei der spanenden Bearbeitung dieser Werkstoffe. Eine saubere Fasertrennung und Vermeidung von Beschädigungen, wie zum Beispiel Delaminationen, sind bezüglich der sicheren Nutzung der gefertigten Bauteile unumgänglich.
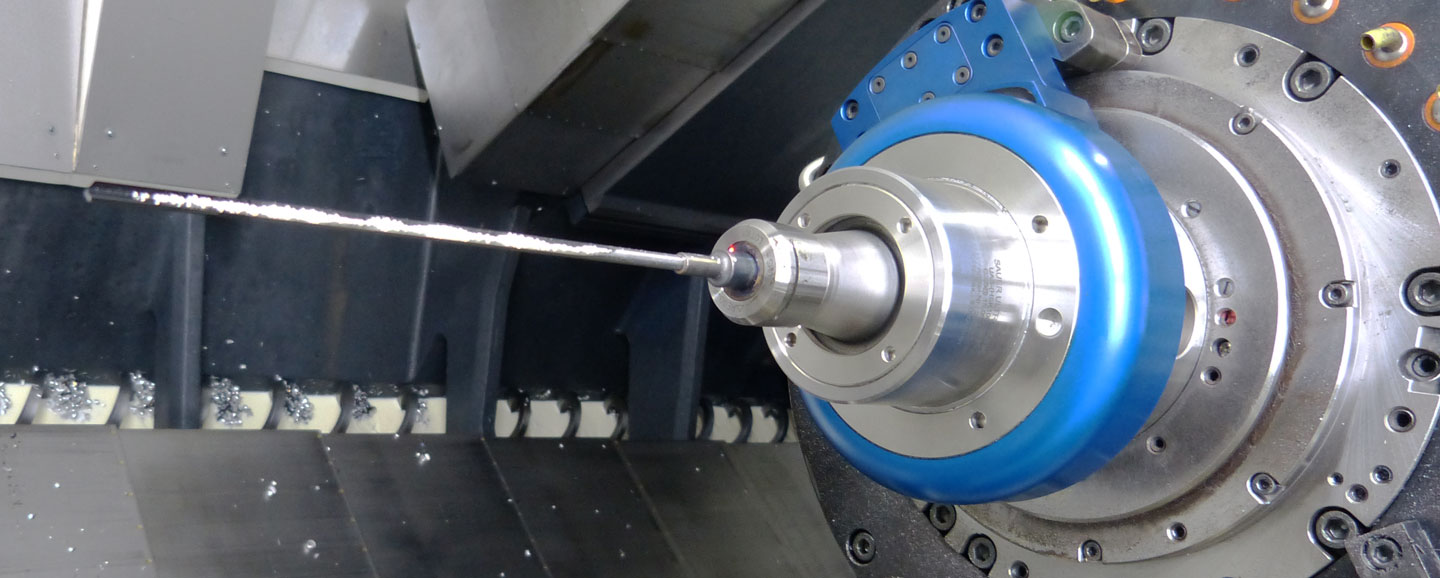
Durch die Überlagerung des Zerspanungsprozesses mit Ultraschallschwingungen im Frequenzbereich von 20-30 kHz kann dieser positiv beeinflusst werden. Beim Tieflochbohren lassen sich auch unter den Bedingungen einer Minimalmengenschmierung nachweislich kürzere Späne und damit eine bessere Spanabfuhr, reduzierte Bearbeitungskräfte sowie höhere Werkzeugstandzeiten erreichen.
Neben kurz gebrochenen Spänen können beim Drehen zudem in Abhängigkeit von der Werkzeugschwingrichtung charakteristische Oberflächenstrukturen erzeugt und somit das tribologische Verhalten gezielt beeinflusst werden. Die Reduzierung der Bearbeitungskräfte und die durch die Schwingungen verursachte kurzzeitige Schnittgeschwindigkeitserhöhung ermöglichen eine produktive, qualitätsgerechte Bearbeitung von schwer spanbaren Werkstoffen. Die Weiterentwicklung und Optimierung der Aktortechnik hinsichtlich Schwingungsrichtung und -amplituden sowie eine auf die jeweilige Bearbeitungsaufgabe abgestimmte Verfahrensentwicklung erweitern das Anwendungsgebiet.