Blechexpo Stuttgart, 21. - 24. Oktober 2025, Gemeinschaftsstand der EFB e.V., Halle 5
Werkzeuge effizient und für höchste Bauteilqualität drucken: Das Fraunhofer IWU zeigt, wie’s geht
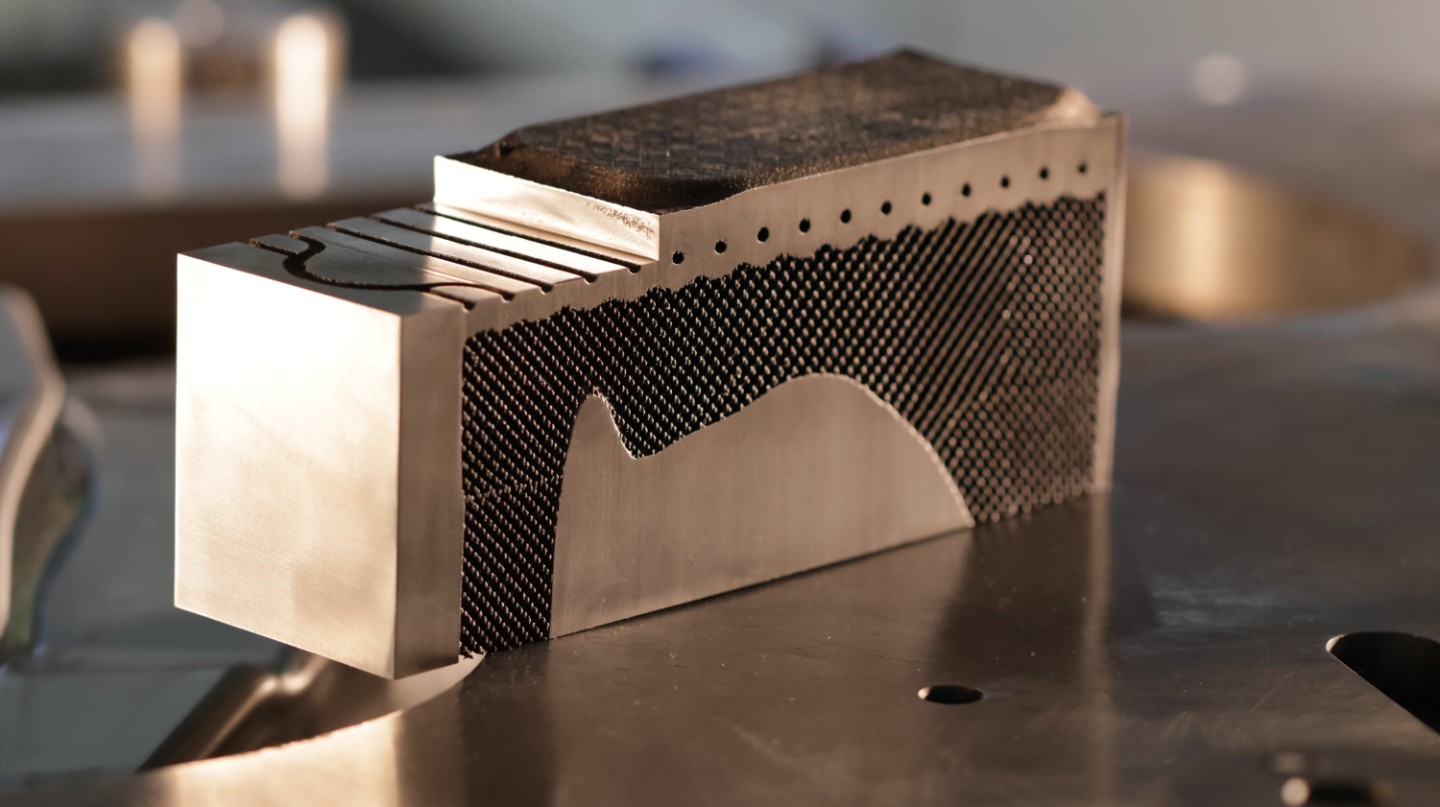
Die additive Fertigung, insbesondere das Verfahren Laser Powder Bed Fusion (LPBF), eröffnet dank großer Gestaltungsfreiheit neue Wege im Werkzeugbau. Das Fraunhofer IWU erschließt dieses Potenzial in zwei Forschungsvorhaben, »AdTopoTool« und »EWAM«. Das Ziel besteht darin, effizientere Werkzeuge für die Blechwarmumformung und das Spritzgießen beschleunigt zu entwickeln und herzustellen. Davon profitiert auch die Qualität des Bauteils, das sich mit solchen Werkzeugen in kürzerer Zeit produzieren lässt.
AdTopoTool: effiziente Materialverteilung im Werkzeug senkt das Gewicht um rund 30 Prozent.
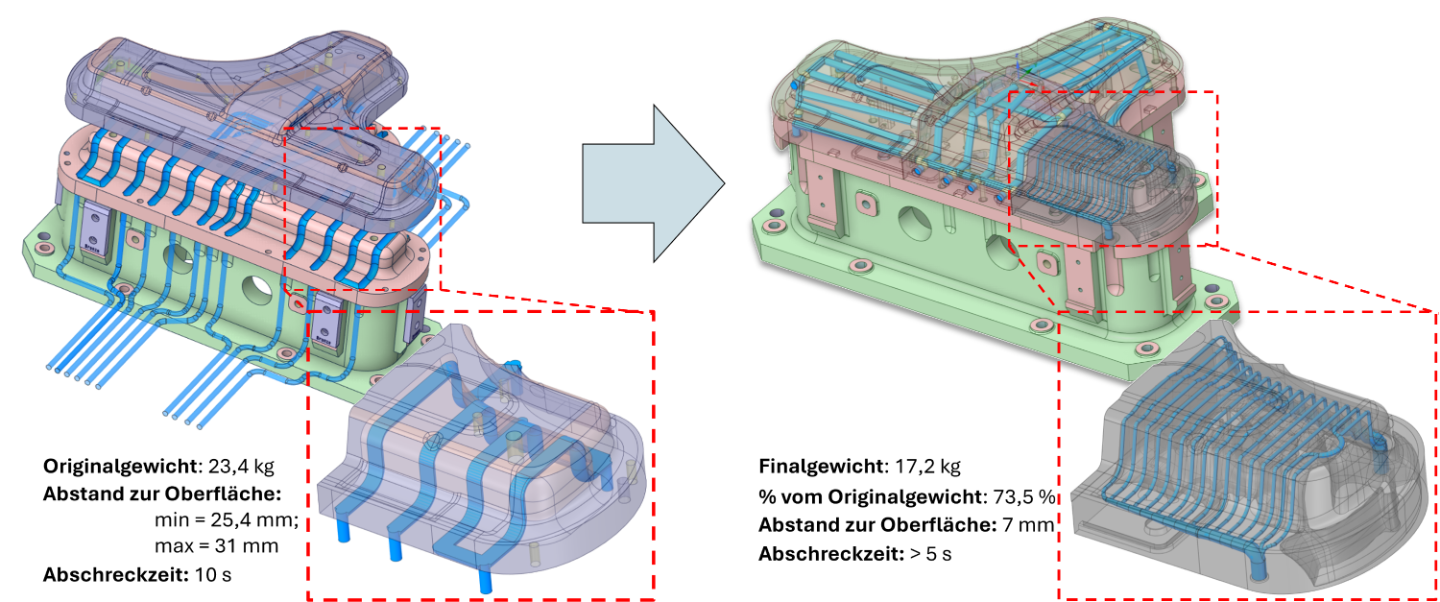
In vielen Werkzeugbaubetrieben kommen auch heute noch konventionelle Fertigungsverfahren und erfahrungsbasierte Designs zum Einsatz. Dies geht in der Regel mit geometrischen Einschränkungen und einem sehr hohen Werkzeuggewicht einher. In der Folge leiden Fertigungszeiten und Bauteilqualität häufig unter unzureichendem Temperaturmanagement. Im Forschungsvorhaben AdTopoTool konnten die Projektpartner Fraunhofer IWU, Werkzeugbau Winkelmühle GmbH und H+E Produktentwicklung GmbH nachweisen, dass additiv gefertigte Werkzeuge mit topologie- und kühlkanaloptimierten Geometrien einen erheblichen Mehrwert bieten – trotz hoher Anforderungen an die thermomechanische Belastbarkeit und das Temperaturmanagement des Werkzeugs. Topologieoptimierung bedeutet dabei, durch intelligente Materialverteilung bzw. mit Hilfe einer verbesserten geometrischen Gestaltung von Kühlkanälen das Werkzeug gleichzeitig auf minimales Gewicht und maximale Steifigkeit auszulegen. Am Beispiel der Produktionsprozesse Spritzgießen und Presshärten wurde eine numerische Methode entwickelt, mit der sich das Belastungs- und Strukturverhalten thermisch hochbeanspruchter Werkzeuge zuverlässig vorhersagen lässt. Diese Methode kam für die Topologieoptimierung und Auslegung der Kühlkanäle je eines Demonstratorwerkzeugs für das Spritzgießen sowie für das Presshärten zum Einsatz. Die Forschenden validierten außerdem die optimierten und additiv gefertigten Werkzeuggeometrien im Labormaßstab.
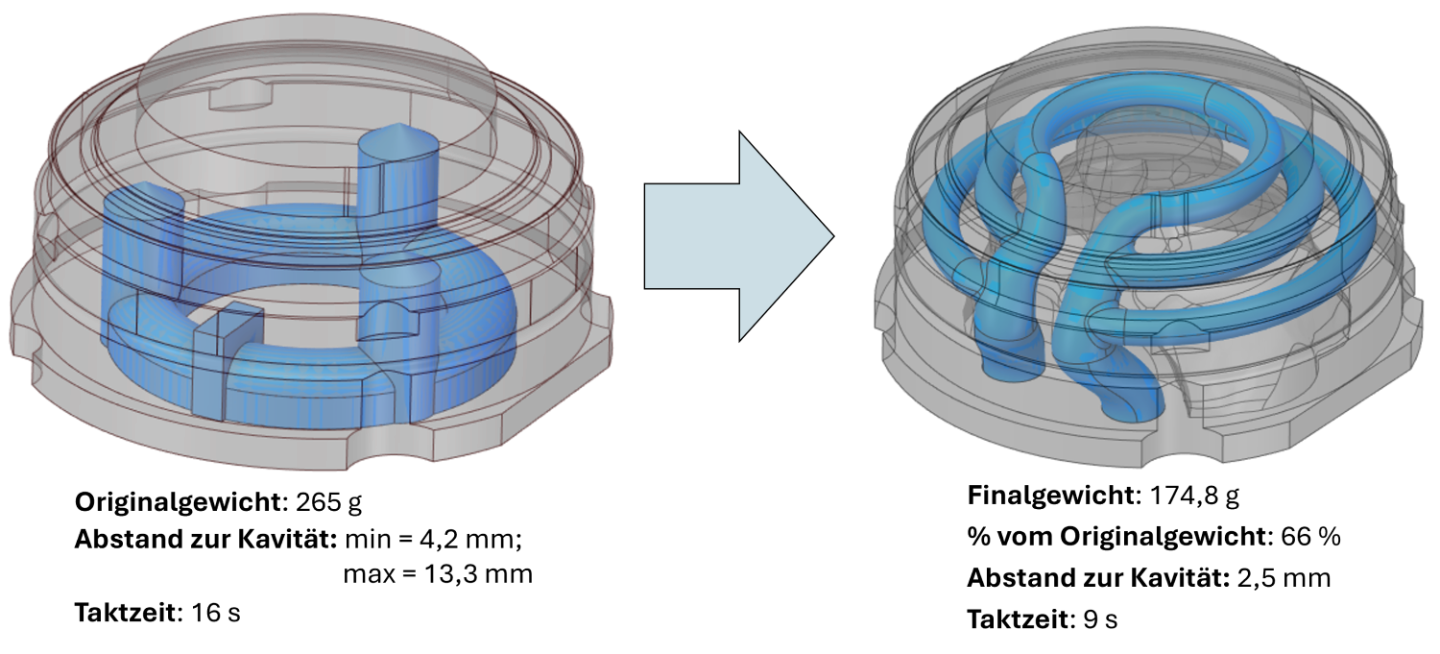
Das Ergebnis: Eine Gewichtsreduktion des Spritzgusswerkzeugs um ca. 34 Prozent und des Presshärtewerkzeug-Segments um ca. 28 Prozent, ohne dass die Anforderungen an die Formstabilität beeinträchtigt werden.
Durch effizientere Temperiersysteme können die Zykluszeiten der spritzgegossenen Bauteile um 60 Prozent und die Wärmebehandlung der pressgehärteten Bauteile um fast die Hälfte verkürzt werden. Dabei kann in einigen Fällen sogar eine Verbesserung der Qualität und Maßhaltigkeit der Endprodukte erreicht werden.
EWAM : automatische Temperierkanalkonstruktion für additiv gefertigte Werkzeuge
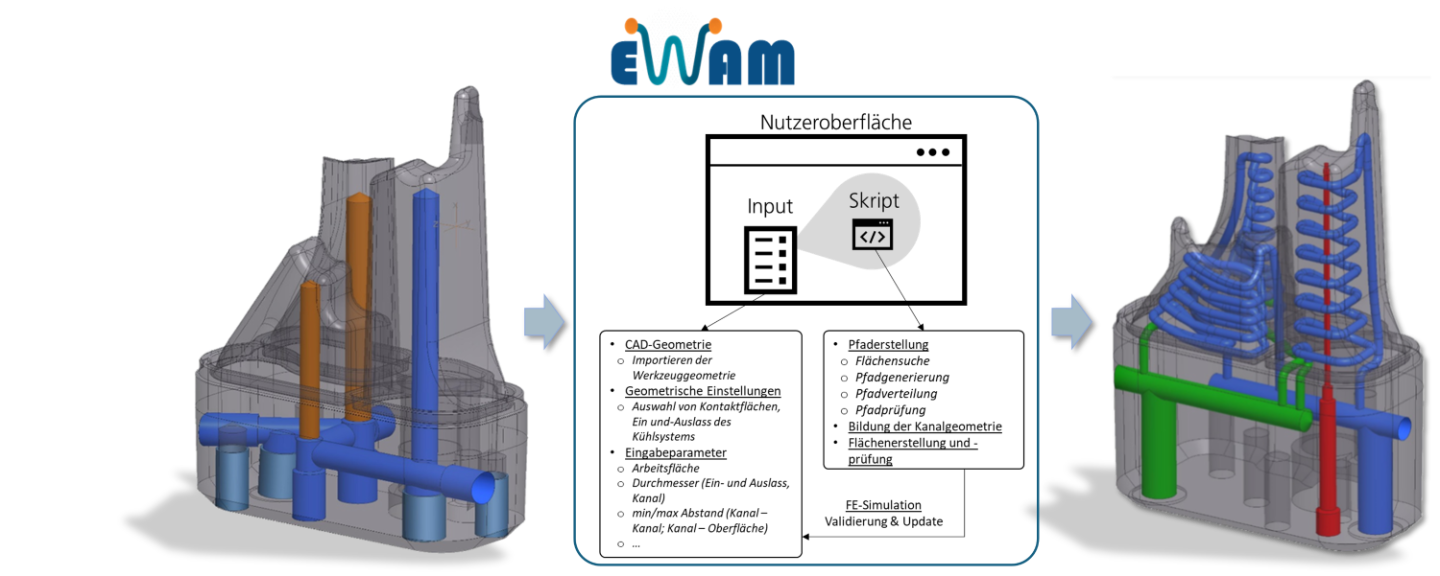
Fehlende Erfahrung mit additiver Fertigung, eine aufwändige Auslegung der Temperiersysteme und lückenhafte Konstruktionsrichtlinien stehen einem breiten Einsatz dieser Technologie jedoch bislang im Weg. Um solche Hürden zu überwinden, entwickelt das Fraunhofer IWU im aktuellen Projekt EWAM (Effizienter Werkzeugbau mit Additiver Fertigung) eine skriptbasierte, automatische Temperierungsauslegung. Weniger manueller Aufwand und eine verkürzte Entwicklungszeit für das Werkzeug sollen zu einer deutlichen Effizienzsteigerung führen. Ziel ist ein Software-Plug-in für die automatische Konstruktion von additiven Temperiersystemen unter Berücksichtigung von Vorgaben der additiven Fertigung sowie der Ergebnisse von thermischen, strömungstechnischen und Belastungsanalysen. Damit das Plug-in nach dem Marktstart zügig Verbreitung finden kann, wird es in einer universellen Programmiersprache erstellt und mit verschiedenen 3D-CAD-Programmen kompatibel sein.
Die Anwendung des Laser-Powder-Bed-Fusion-Verfahrens, eine optimierte Werkzeuggeometrie, die tatsächliche Prozessbelastungen berücksichtigt, sowie eine intelligente Werkzeugkühlung schaffen für mittelständischer Werkzeugbauer einen echten Mehrwert. Das Fraunhofer IWU hat sich auf die Fahnen geschrieben, neue Maßstäbe für schnell umsetzbare, ressourceneffiziente und hochwertige Werkzeuglösungen zu setzen.