Fraunhofer Institute for Machine Tools and Forming Technology IWU will be at the EuroBlech 2018 to showcase the production system “Forming 4.0”. In a live demonstration featuring a fully operational miniature press and its digital twin, the institute will show how digitization can be successfully and holistically implemented in sheet metal forming. ”Here we show that our research project Press Plant 4.0, which we presented virtually two years ago, has become reality”, says Prof. Matthias Putz, Director of Fraunhofer IWU. Standing two meters tall and weighing in at 1.5 metric tons, the demonstration unit of a press operates at a force of 15 metric tons to punch, deep draw and cut to size various test components. This is not new. “The focus lies on the added value achieved by digitally upgrading the machine”, says Prof. Putz. It comprises gapless monitoring of process and machine, tool and used materials, and final optical component inspection. This offers the possibility of stabilizing the production process, considerably increasing the availability of machines, extending their service life and also significantly reducing tool setup times.
Intelligent evaluation of sensor data
The machine monitors itself and its products by force sensors, position sensors, an inline material test and final optical component inspection: even before the star-shaped test component is deep drawn or cut to size, an inline material test checks the utilized semi-finished product. For this purpose a solid metal ball makes a dent in the sheet metal by applying a defined forced. The quality of the material can be deduced based on the penetration depth of the ball and possibly forming cracks. This makes it possible to identify material-related defects in the component and to take corresponding countermeasures: “In the future we want to influence process parameters in such a way that good parts can be manufactured even from material that would otherwise have resulted in scrap”, says Prof. Putz.
In “Forming 4.0” process and machine are monitored, among other things, by strain sensors. They are attached to the press frame, in the table of the press and in the tool and detect forces and deformation rates. Rather than being analyzed separately – as it is customary – this data is fed into a software analysis module by the name of Smart Stamp which represents a virtual twin of the press. Here the data is merged and analyzed. Does the press operate within the normal range? Or is the ram slightly tilted so that the workpiece is not properly formed or the tool wears out more quickly? While sensor data from discrete sources is often not particularly meaningful, data fusion provides precise answers to such questions. Furthermore, the digital twin is used to analyze the sagging of the press table. For this purpose, the individual force sensors are fed into the model for calculating the sagging of the tabletop. This tool offers decisive advantages during the tryout process by considerably reducing tool adjustment.
Keeping an eye on product quality
In addition to the sensor data, the evaluation is also influenced by information from component inspection at the runout conveyor of the press. This is where the geometry of the finished test components is optically inspected by the system Xeidana®, an innovative software for detecting defects on component surfaces during or after production. The basic idea of this system is to check every individually produced component for defects in real time in order to allow for 100% quality control. Due to its modular design, the inspection system can be integrated optimally into various production plants. This implies that the system can be integrated easily and fast into existing handling systems, or it can be mounted directly above the runout conveyor of existing press lines. As part of the exhibit “Forming 4.0”, Xeidana® does not only check the component quality, it even allows for conclusions on the condition of the entire production system.
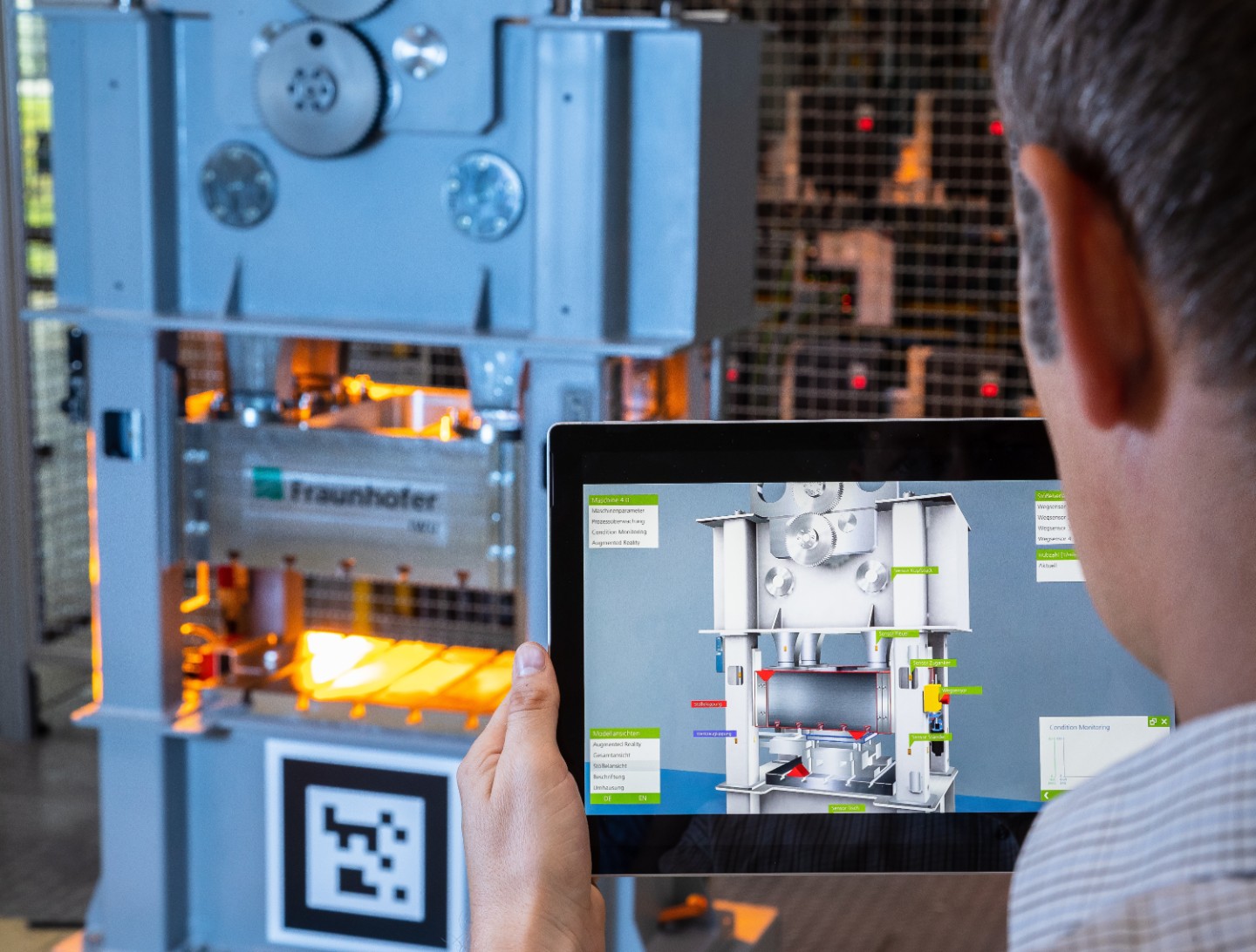
Various technologies for visualization are used for supplying employees with information on the production system. Such solutions may include intuitive technologies for augmented reality and virtual reality. Visitors can see all important information on the performance of the press demonstration unit on a tablet PC that can be freely positioned in front of the press – merging the real and the virtual world.
Automotive production of one piece
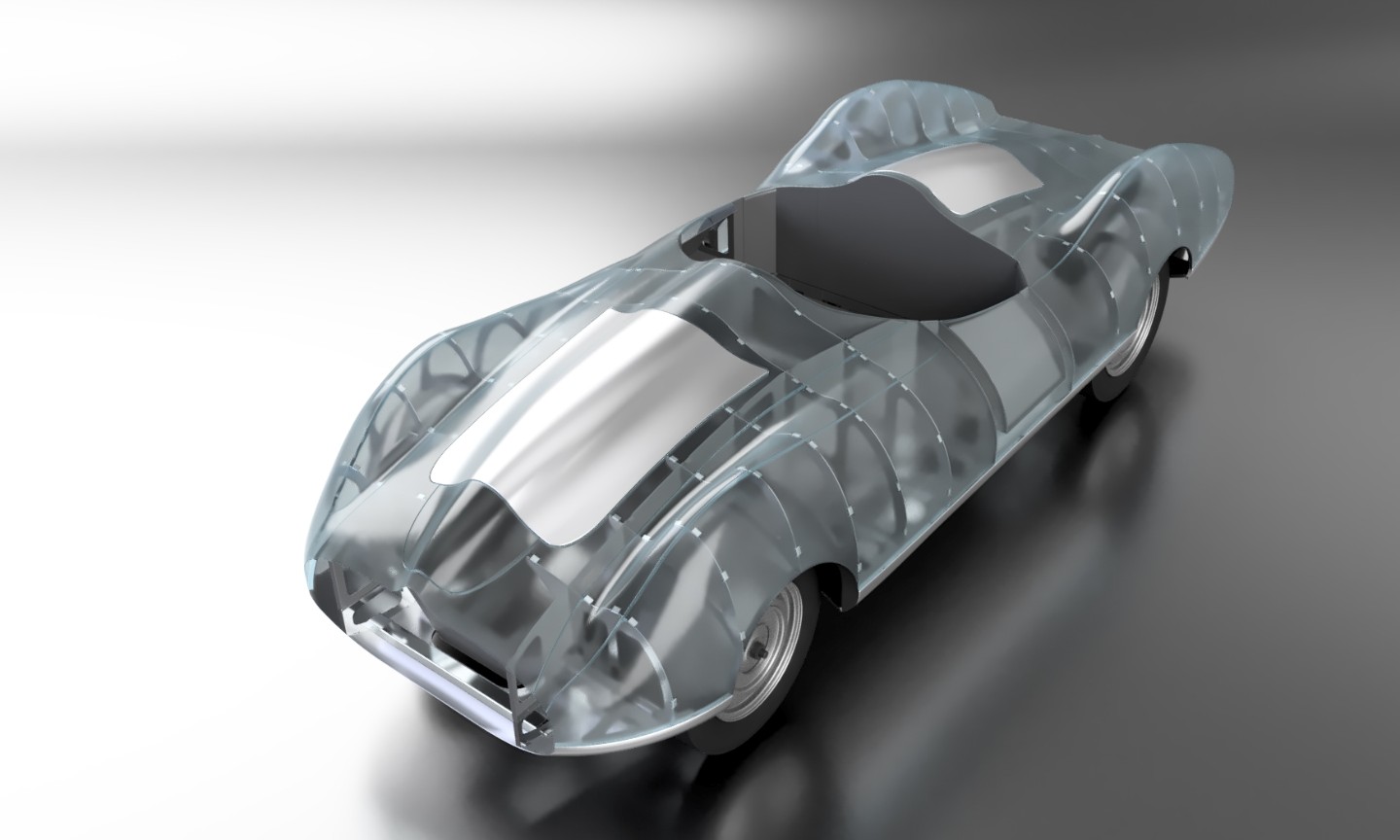
“Digitization goes hand in hand with the trend towards higher individualization of industrially manufactured products”, say Sören Scheffler, scientist at Fraunhofer IWU. “This trend goes so far that customers even request unique items in the automotive industry. For example, spare parts are desired for the car body of classic cars.” However, industrial production of one piece for car body components or even entire vehicles seems to be impossible at first glance, mainly for economical reasons. One single forming tool for only one component of the car body shell already costs hundreds of thousands of euros. “Thus, it is unaffordable to conventionally manufacture only one car body”, estimates Scheffler. “However, we have developed a process combination that allows for economical automotive production of one piece. At the EuroBlech 2018 the Fraunhofer researchers show an application of their approach by demonstrating the exhibit Silberhummel®, an object combining various components formed by different technologies. The Silberhummel® is a streamlined concept vehicle based on the plans of a race car by the car manufacturer Auto-Union AG, which has never been manufactured. Fraunhofer IWU reconstructed the vehicle and manufactured the outer parts of the model. The car body consists of benchmark parts that were manufactured by forming and joining technologies, and additive manufacturing technologies, all developed at the institute for small and smallest number of pieces.
Incremental sheet metal forming
“The complex components of the car body shell were manufactured by incremental sheet metal forming – a process which already pays off with one piece”, explains Sören Scheffler. In contrast to conventional drawing processes, it does not require elaborate tools. “Thus”, continues Scheffler, “the tool cost is reduced as well as the time until the first finished part.” The shape of the parts is generated by several sequential movements. In particular, these movements are executed by a forming mandrel moving along a CNC path. Using this method, simple geometries such as frustums of pyramids or cones can be manufactured completely without any counter tools. Simple counter tools are applied for more complex component shapes. In the case of the Silberhummel®, they do not consist of solid metal as customary, but of cost-efficient glued laminated timber that is easy to process. Supplied as an ashlar with the dimensions of a dinner table, it is milled by a machining center in the testing facilities of Fraunhofer IWU, thus producing the shape of the curved fenders, the engine cover or the side parts. This process only requires a third of the time compared to conventional tools. After finishing, the technicians mount the tool into a specifically adapted portal machining center. Subsequently, the appropriate metal sheet is clamped into a frame above the tool. Now the hemispherical mandrel is applied, which is located in the large machining center instead of the originally intended drill head or milling head. It travels across the metal sheet path by path until the semi-finished product has taken on its final shape.
Stamping, bending, joining
The components of the car body shell, which were generated by this process, are then attached to a supporting structure of a sheet metal frame. This makes it possible to go without inner parts of the car body, and a lot of space is gained in order to store away the planned electric drived based on fuel cells. “Manufacturing of the sheet metal frame is based on another highly flexible process that can be used for economically producing small series of sheet metal parts”, explains Sören Scheffler. “We call it stamping-bending-joining, or StaBiFü® for short.” StaBiFü® is designed to be economical for a number of pieces of only a few thousand sheet metal parts per year. Multi-stage forming tools are reduced to one single forming stage, and the remaining processing consists of the simple processes of trimming and folding.
After manufacturing the individual components, they are joined to make up one entire car body. Conventional welding of the individual components is elaborate and takes place based on robot control under protective atmosphere. In contrast, the scientists also use a highly flexible process here: they join the components of the Silberhummel® by manual laser welding, which does not require any jigs and fixtures and uses scanner-based manual laser devices. “Due to the mix of novel, fast and flexible manufacturing processes, it took only a few months to get from the idea to the finished car body of the Silberhummel®. This means that automotive production of one piece can also be efficient regarding the resources”, says Scheffler.